

Specify Tungsten Disulfide
How to get the most out of your Tungsten Disulfide Coating
Impinged Tungsten Disulfide
Impinged Tungsten Disulfide is applied to the substrate using high velocity air, so when it's applied to a part it's best to think of it as a coat of paint that is only .5 microns thick. A process call out of AMS 2530, without any other instructions, assumes a full coating of the part.
At Applied Tungstenite we feel to get the most out of your dry film lubricant and give us the most leeway it's best to state where you want the tungsten disulfide, where you don't want the tungsten disulfide and where overspray is permitted.
To Get Exactly What You Need,
Be Sure To Clarify
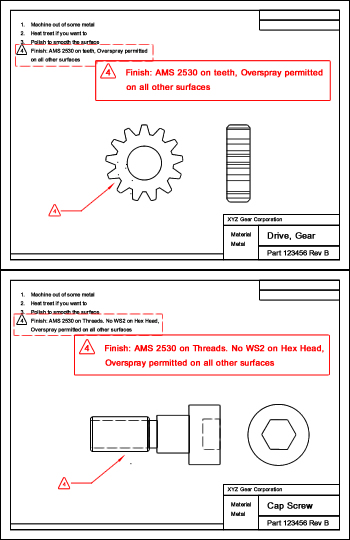
1. Where You Need the WS2
2. What is Left Uncoated (Masked)
3. Where Overspray is Permitted
The coated area is the place on the part where tungsten disulfide is needed to reduce friction such as threads, slides, ball bearings, or teeth. An uncoated area would be where you don't want dry film lubricant. The overspray area would be the place where it doesn't matter if it's coated or not. This is important because it give's us masking flexibility, and gives you an edge on price.You might want to talk over the possibilities with Pete Woods, he’s in charge of the spraying.
Blind Holes
Impinged Tungsten Disulfide is applied using high velocity air so if air gets trapped in a hole or depressed area the tungsten disulfide will not impinge. Any tungsten disulfide caught in the hole is easily blown or brushed out but is not impinged. Through holes are not a problem because as long as the hole doesn't constrict to cause back pressure the tungsten disulfide will flow through and impinge along the way.
Substrates
Surface Finish
An impinged Tungsten Disulfide coating is only as good the substrate. Tungsten Disulfide can bond to any surface texture or finish. It must be taken into consideration that WS2 is 0.5 micron and will not change the surface finish in anyway. Whatever surface finish we start with is the finish the final product will have.
Stainless Steel
Stainless Steel is the most common substrate and readily accepts Tungsten Disulfide. WS2 is widely used to solve the galling problem of stainless threads.
Tool Steel
Tungsten Disulfide will form a strong bond with tool steel but WS2 does not protect against corrosion. All non-stainless steels can be impinged with tungsten disulfide but have to be protected against rust. The part has to be quickly placed in an environment in which it will not corrode or coated with oil. Tungsten disulfide accepts most synthetic oils and greases.
Non-Ferrous Metals
Titanium, Aluminum and Brass can be impinged with Tungsten Disulfide. WS2 can bond to all ferrous and non-ferrous metals, however the harder the substrate, the better the bond.
Other Coatings
Tungsten Disulfide can be impinged on top of most other coatings including chrome plating and anodizing. Depending on the thickness of the coating, our aluminum oxide pre-coat might have to be skipped to preserve the under coating.